In the vast system of modern industry, automated visual inspection technology is like a pair of precise and efficient eyes, playing a vital role in quality control and efficiency improvement of production processes. This article will unveil the mystery of automated visual inspection technology for you, from the definition of technology, a brief history of development, disassembly of core components, to the comparative advantages with traditional inspection methods, and take you into this cutting-edge technology field in all aspects.
1. Technology Definition and Brief History of Development
Automated visual inspection technology is an automated inspection method that uses optical imaging, image processing, pattern recognition and other technical means to perform appearance inspection, dimension measurement, defect identification and other operations on objects in industrial production. It simulates the human visual system and uses computer vision technology to achieve fast and accurate inspection of objects, thereby replacing or assisting manual inspection and improving production efficiency and product quality.
The development of this technology can be traced back to the 1980s, when simple image processing technology began to be applied to industrial inspection with the initial development of computer technology. However, limited by the computing power and complexity of image processing algorithms at the time, the application scope of early visual inspection systems was relatively limited. Entering the 21st century, with the rapid improvement of computer hardware performance, the continuous optimization of image processing algorithms and the rise of machine learning technology, automated visual inspection technology has ushered in a golden period of rapid development. Today, it has been widely used in many industries such as electronic manufacturing, automobile production, food processing, and drug testing, and has become an indispensable part of modern industry.
2. Disassembly of core components
The automated visual inspection system is mainly composed of three core components: camera, light source and algorithm.
2-1 Camera
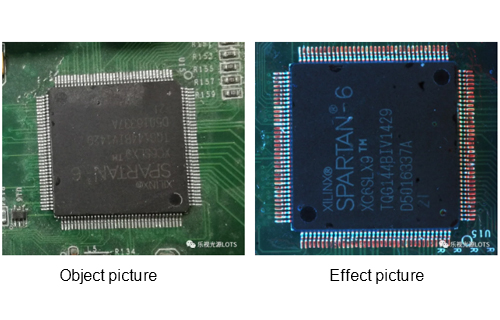
The camera is the eye of the visual inspection system, responsible for capturing the image information of the inspected object. There are many types of cameras to choose from, depending on different application scenarios and inspection requirements. For example, line array cameras are suitable for continuous production line inspection and can quickly obtain high-resolution images of objects; area array cameras are more suitable for all-round inspection of static objects. In addition, the camera's resolution, frame rate, color depth and other parameters also directly affect the accuracy and efficiency of inspection. High-resolution cameras can capture more subtle defects, while high-frame rate cameras can handle fast-moving objects and ensure image clarity.
2-2 Light source
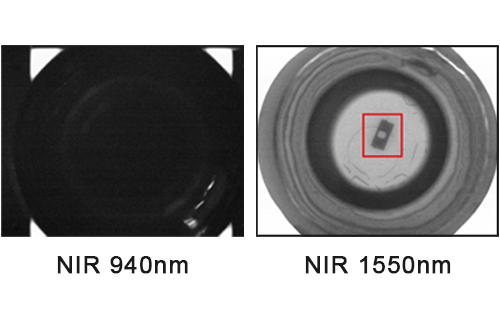
The role of the light source is to provide sufficient illumination for the camera to ensure the quality and stability of the image. A suitable light source can enhance the contrast of the image, highlight the features of the object being detected, and thus improve the accuracy of detection. Common light sources include LED light sources, fluorescent light sources, and laser light sources. LED light sources have the advantages of energy saving, long life, and high luminous efficiency, and are currently the most widely used light source type; laser light sources are often used in detection scenarios with extremely high precision requirements, such as semiconductor chip detection, because of their good monochromaticity and strong directionality.
2-3 Algorithm
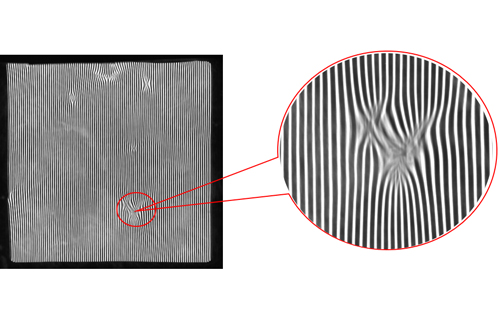
Algorithms are the brain of automated visual inspection technology, responsible for processing and analyzing images captured by the camera to identify the features and defects of objects. Image processing algorithms usually include steps such as image preprocessing (such as denoising, filtering), feature extraction (such as edge detection, shape recognition) and pattern matching (such as defect classification, size measurement). With the development of artificial intelligence technology, deep learning algorithms have been widely used in the field of visual inspection. For example, convolutional neural networks (CNNs) can automatically learn features in images, thereby achieving high-precision recognition of complex defects, greatly improving the intelligence level of the inspection system.
3. Advantages compared with traditional detection methods
Compared with traditional inspection methods, automated visual inspection technology has significant advantages.
3-1 High efficiency
Traditional manual inspection relies on the worker's eyes and experience, which is slow and easy to fatigue, resulting in low inspection efficiency. The automated visual inspection system can process a large amount of image data in a short time and achieve rapid inspection. For example, on the production line of electronic components, the visual inspection system can inspect dozens of components per second, greatly improving production efficiency.
3-2 High precision
Manual inspection is greatly affected by subjective factors and is prone to misjudgment and missed inspections. Automated visual inspection systems can detect tiny defects and dimensional deviations through precise image processing algorithms and high-resolution cameras, with detection accuracy far higher than manual inspection. For example, in the inspection of automotive parts, the visual inspection system can accurately measure the dimensions of the parts to ensure that they meet the design requirements, thereby improving the quality and reliability of the product.
3-3 Stability
Manual inspection has poor stability, and the inspection results of different workers may vary. The automated visual inspection system can maintain stable inspection performance, unaffected by the external environment and human factors, and ensure the consistency and reliability of the inspection results. This is especially important for large-scale production, which can effectively reduce the defective rate and improve the economic benefits of the enterprise.
3-4 Scalability
With the changes in production needs and the continuous advancement of technology, companies can upgrade and expand automated visual inspection systems. For example, by replacing higher-performance cameras, optimizing light source configurations, or updating inspection algorithms, the accuracy and efficiency of the inspection system can be further improved to meet higher standards of inspection requirements. However, traditional manual inspection methods are difficult to achieve such flexible expansion and upgrades.
4. Conclusion
As the "eyes" of modern industry, automated visual inspection technology is gradually replacing traditional manual inspection methods and becoming an indispensable quality control method in industrial production with its advantages of high efficiency, high precision, stability and scalability. With the continuous advancement of technology and the continuous expansion of application scenarios, automated visual inspection technology will play a more important role in future industrial development, providing strong technical support for improving production efficiency, improving product quality and promoting industrial upgrading.